



配向はNdFeB焼結磁石の製造において重要なプロセスです
磁石の磁性は磁気秩序 (個々の磁区が特定の方向に整列する) に由来します。焼結NdFeBは、磁性粉末を型内で圧縮することによって形成されます。磁性粉末を金型に入れ、電磁石で強力な磁場を印加し、同時にプレス機で圧力をかけて磁化容易軸を揃える工程です。プレス後、グリーンボディは消磁され、金型から取り出され、適切に配向された磁化方向を備えたブランクが得られます。これらのブランクは指定された寸法に切断され、顧客の要求に応じて最終的な磁性鋼製品が作成されます。
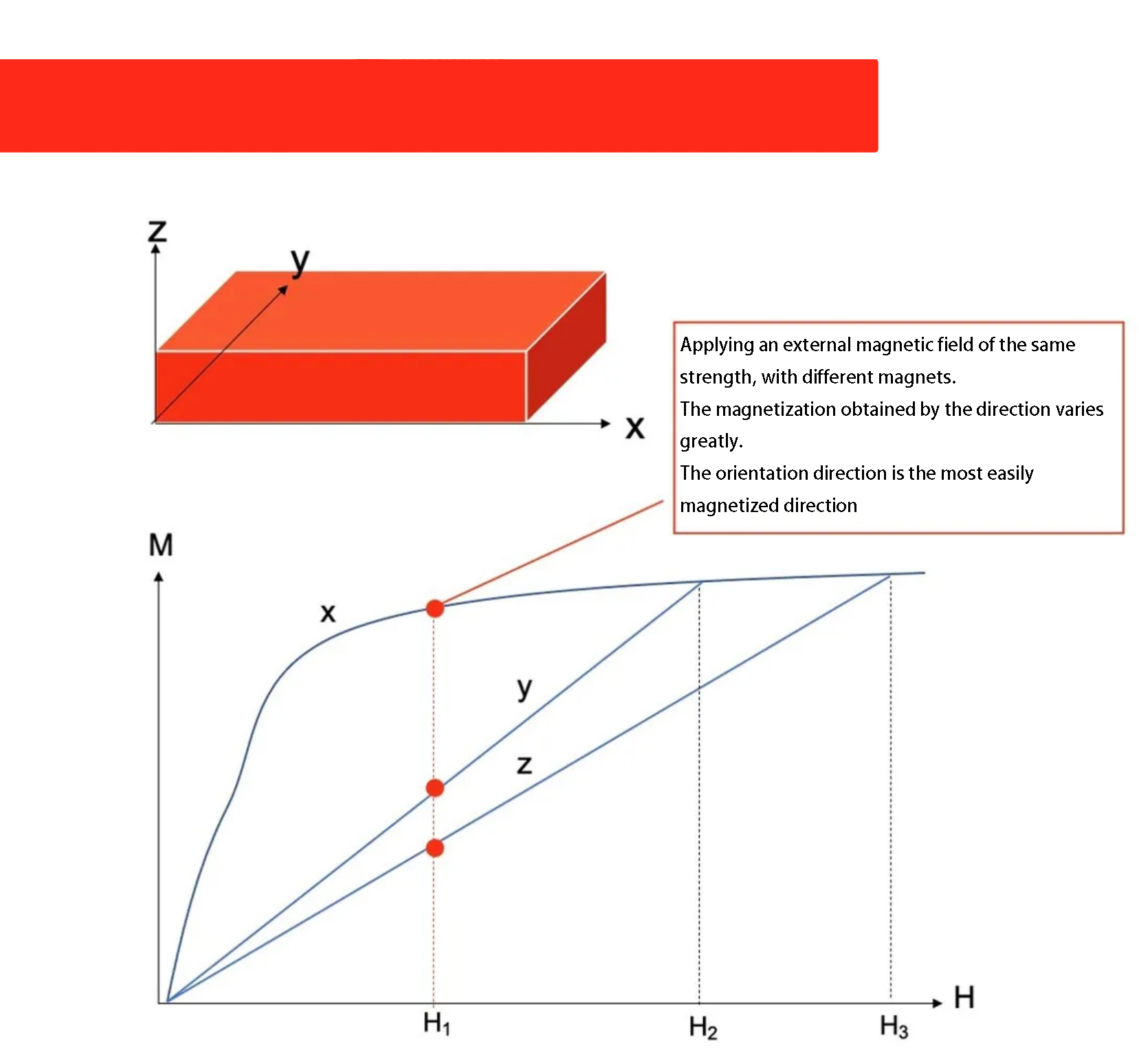
粉末の配向は、高性能 NdFeB 永久磁石を製造する上で重要なプロセスです。ブランク製造段階における配向の品質は、配向場の強度、粉末粒子の形状とサイズ、成形方法、配向場の相対的な配向と成形圧力、配向粉末の緩めの密度などのさまざまな要因によって影響されます。
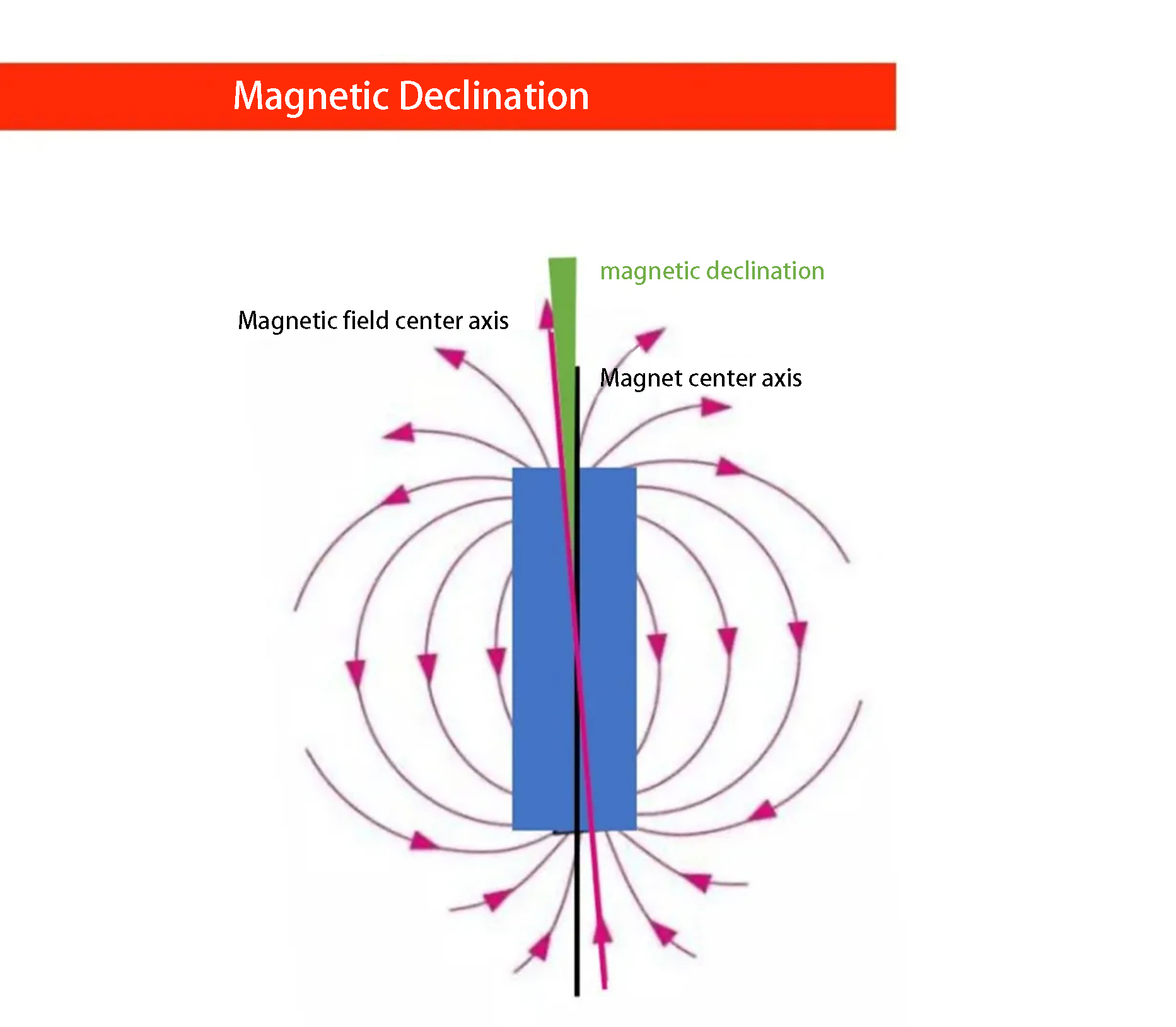
後処理段階で発生する磁気スキューは、磁石の磁場分布に一定の影響を与えます。
磁化は磁性を付与する最後のステップです。焼結ネオジム鉄B.
磁性素材を必要な寸法に切断した後、腐食を防ぐための電気メッキなどの工程を経て、最終的な磁石となります。ただし、この段階では磁石は外部磁気を示さないため、「磁気の帯電」として知られるプロセスを介して磁化する必要があります。
着磁に使用する装置を着磁器または着磁機といいます。磁化器は、まずコンデンサを高い DC 電圧で充電し (つまり、エネルギーを蓄え)、次に非常に低い抵抗のコイル (磁化器具) を通じて放電します。放電パルスのピーク電流は非常に大きくなり、数万アンペアに達することがあります。この電流パルスは磁化治具内に強力な磁場を生成し、内部に配置された磁石を永久磁化します。
着磁プロセス中に、不完全な飽和、着磁極の亀裂、磁石の破損などの事故が発生する可能性があります。
不完全な飽和は主に不十分な充電電圧が原因で発生し、コイルによって生成される磁場が磁石の飽和磁化の 1.5 ~ 2 倍に達しません。
多極着磁の場合、配向方向が厚い磁石も完全に飽和させるのが困難です。これは、着磁器の上下の極間の距離が長すぎるため、適切な閉磁路を形成するには極からの磁界強度が不足するためです。その結果、磁化プロセスにより磁極が乱れ、磁場の強度が不十分になる可能性があります。
着磁器の極の亀裂は主に、電圧の設定が高すぎて、着磁器の安全な電圧制限を超えることが原因で発生します。
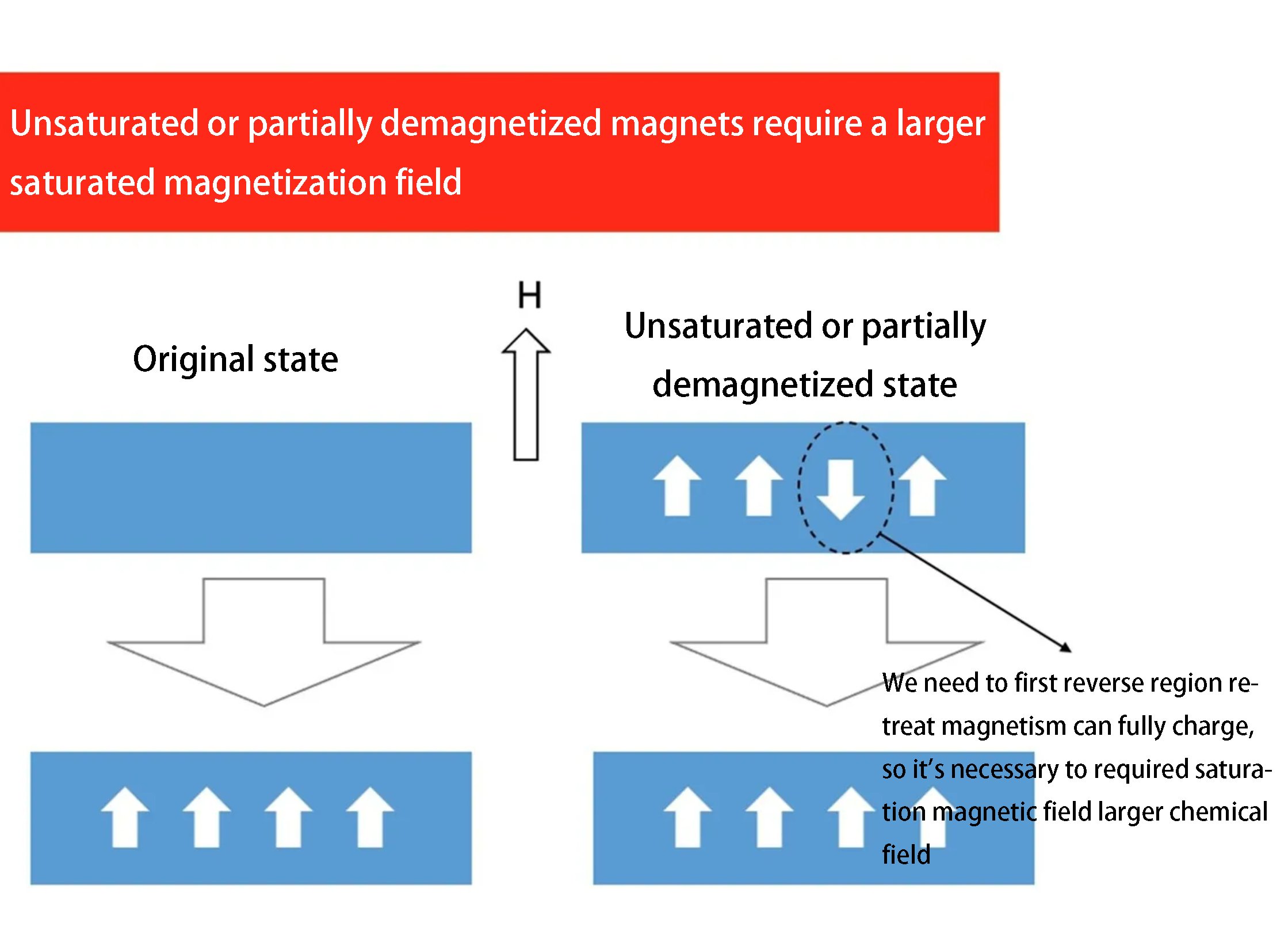
不飽和の磁石、または部分的に消磁された磁石は、初期の磁区が乱れているため、飽和するのがより困難になります。飽和を達成するには、これらのドメインの移動と回転による抵抗を克服する必要があります。ただし、磁石が完全に飽和していないか、残留磁化がある場合、磁石の内部に逆磁場の領域が存在します。順磁化でも逆磁化でも、一部の領域では逆磁化が必要となり、これらの領域では固有保磁力を克服する必要があります。したがって、磁化には理論上必要な磁場よりも強い磁場が必要となります。
投稿日時: 2023 年 8 月 18 日